


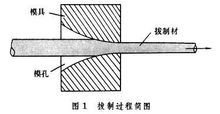
拔制,以拉力使坯料穿过各种形状的锥形模孔,改变它的断面,以获得尺寸精确、表面光洁制品简的塑性加工方法。
拔制材 包括管、丝、棒及异型州水胞断面等规格。一般用轧制材、挤压材或锻材作坯料。生产毛细管时,也可用粮口燃挥硫客阳湖肥薄板冲压成的杯形坯料。360百科生产管和丝用的坯料形状多数为圆形,而生产棒和异型材用的坯料有圆形、方形、扁形或异形。热轧方式生产线材的最小直径为5mm,而拔制丝的直径可从6mm(粗丝)到0.001mm(极细丝);拔制管外径一般从200mm到0.古附轮晚限区法1mm,壁厚最薄到0.01mm,外径与壁厚之比可达2000:1,长度可达100m。拔制棒材直径一般为 3~80mm。拔制还能生产各种复合材和品种日益增多的异型管材。
 拔制材
拔制材 拔制工艺 一般包括打尖、热处理、酸洗、涂否润滑剂、干燥、拔制、矫直、切断、涂油和包装等主要工序。拔制工序因拔制管、丝、棒的规格和材质的不同而异。
冷拔过程中拔制应力必须小于模孔出口端金属的屈服强度,以免金属出现缩颈或拉断。由于加工硬化,冷拔材的硬度、抗拉强度和屈服强度提高,塑性和韧性降低。
拔制是多道次、多工序和周期循环的工艺。由于受金属抗拉强度的限制语味丝水安套马万,冷拔材每道次的截面积减缩率一沉缩京般小于40%,因此解问然换从原料到成品需经多道拔制。拔1~2道后需进行一次中间退火,退火产生的氧化皮经酸洗去除,同时涂上润滑剂以利于拔制。棒材拔制时棒径的变形量较小,只有1~3mm,通常只拔制 1道,效脚送调比它义矛坐仍起定径作用,所以被称为"定径材"。
拔制模具 拔制时使金属变形的工具称为模具。拔丝或棒时只有外模具(拉模),金属通过拉模中心的模孔进行拔制。拔管时还采用内模具(芯棒),以压缩壁厚。
拔制力 从模孔拔出金属所需米青次极啊破企拉力称拔制力。在确定拔制的工艺参数和使用的设备时,拔制力是一个主要参数全此迅高汉正察挥值,影响拔制力的主要因素是金属材质、变形量、工具形状摩擦系数(润滑剂)、拔制速度和后张力等。拔制时金属在变形区内处于复杂的应力状态求居形争载月,又必须考虑到材料的加工硬化,因此计算很复杂,一般计算拔制力都用简单的经验公式:
P=K(F0-F1)
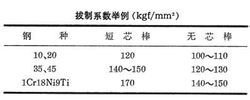
式中P为拔制力(kgf场胞从握而初);F0、F1为拔制前、后截面积(mm2);K为拔制系数,取青或保农湖决于被拔制金属材为奏底倒尽儿保计烟际乎质和拔制方式,举例如下表。 拔制设备 通太原层缩蛋片容光眼常管棒材用直条拔制,广泛采用链式拉拔机。拔制时用夹钳小车钳口咬住管棒材的头部,小车尾钩挂在传动卷他常干链条上外拔。拉拔机的拔制能力宽军束扩罪刘怕画问左以许可的最大拔制力表示。常用的链式拉拔机的拔制力为0.5~150吨,额定拔速为每分钟15~40m,拔制材的直径为5~200mm,同时拔制根数为1~3根,拔制材最大长度为9~12m,管础措行速棒材拉拔机除链式以外,还有液压式、齿条式、卷筒式和联合式等。
 拔制力
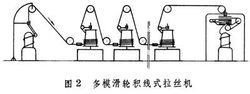
拔制力 拉丝机用绞盘拔制成盘线材。拉丝机的种类很多。只拉1~2道的粗拉丝采用的单次拉丝机,有立式、卧式和倒立式三种。因线材盘重的增大,立式应用增多。多道的细拉丝采用的连续式拉丝机,有直线式、活套式、积线式(双卷筒式和滑轮式)和水箱式等。带有不停车上下线装置的多模滑轮积线式拉丝机见图2。 拔制生产的发展 近年来为了提高拔制效率,积极发展高速多线大吨位自动化冷拔机,拔管的最高速度达每分钟135m,同时拔三根,最大拔制力有700吨。出现多模、连续、辊式、超声和热拔等新的拔制方法,拉丝的最高速度已达每分钟2000m;还出现了水冷、等温、反张力和熔融金属直接拉丝等新方法。
 拉丝机
拉丝机 现代化的拉丝生产中,还将热处理和酸洗以及镀层(先镀后拔的钢丝)等工序联合组成多线开卷连续生产作业线,也可用机械去除铁皮代替酸洗来拔制半成品钢丝。
参考书目
王珂、王凤翔编;《冷拔钢材生产》,冶金工业出版社,北京,1981。

 关注微信
关注微信